电子百科

手工浸焊的一般步骤如下:
1.浸焊前先将锡炉加热,以熔化的焊锡温度调到230~250℃(本厂根据自己产品的实际情况将焊锡温度规定
在245~255℃之间.)并检测锡的纯度和松香的浓度.
2.用钳夹将待浸焊板夹好,平放入松香水内浸1~2秒.
3.将底板已粘有松香水的CCA水平放入锡炉浸3~4秒,刚起板的CCA水平在钳夹上停留3~5秒,再整齐放。
机器浸焊与手工浸焊的步骤基本相同.首先将PCB装在具有振动头的专用设备上,然后浸入锡炉中,在机器浸焊的工艺中增加了电路板振荡工艺,这种工艺在焊接双面板时能使焊料深入焊接点的孔中,使焊接更加牢固,并可振掉多余的焊料.
将待浸焊的器件浸入盛有熔化焊料的槽内2~3秒后,开启振动器2~3秒便可获得良好的焊接.
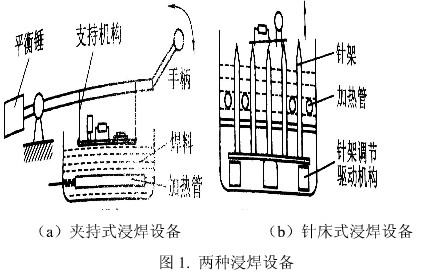
常采用的浸焊设备如图所示,这两种浸焊设备都配备有预热及涂助焊剂的装置,还可以做到自动恒温,图a为夹持式浸焊设备,由操作者掌握进入时间,通过调整夹持装置可调节浸入角度,图b为针床式浸焊设备,通过针架调节机构可以控制浸焊时间,浸入及托起的角度。
手工浸焊的特点为:设备简单、投入少,但效率低,焊接质量与操作人员熟练程度有关,易出现漏焊,焊接有贴片的PCB板较难取得良好的效果。
与机器浸锡相比手工浸锡有以下二点不足:
1.在焊料中易形成氧化物,因此需及时清理才能获得较好的焊接效果.
2.容易损坏元件,使PCB变形,这是由于焊料相同、PCB接触面广、时间长,导致PCB板温度过高.
一般而言,对小体积的印制板及质量要求不很高的单面板可用手工浸锡.
 工商网监
工商网监




